Na última postagem, falamos das opções de acabamento de superfície em placas de circuito impresso. Após esse processo, as placas já estarão prontas para o acabamento de corte, com o contorno nas medidas finais da placa. São 4 processos mais comuns para se fazer esse contorno: corte em guilhotina, corte estampado, corte em vincadeira e corte fresado em CNC.
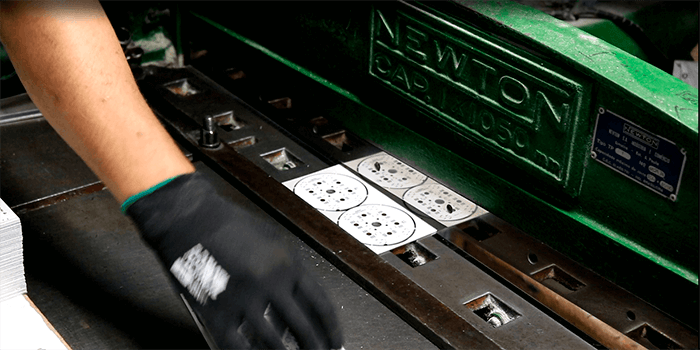
O mais simples é o corte em guilhotina, que apresenta ótimos resultados. Porém, conforme as características e tolerâncias dimensionais da placa, esse pode não ser o procedimento mais indicado. Como os cortes em guilhotina só ocorrem em um único sentido a cada operação, não é possível executar cortes em “L”, cortes em “U” ou qualquer detalhe que apresente reentrâncias ou saliências em qualquer um dos lados das placas. Além disso, por ser um processo mecânico, apenas semi-automático, acaba não atendendo devidamente tolerâncias de dimensões mais rígidas, podendo apresentar variações de alguns décimos de milímetro no posicionamento do corte com relação à imagem do circuito.
Outro ponto é que placas em fenolite necessitam de algum aquecimento para evitar trincas nesse processo, o que pode prejudicar levemente o verniz para soldagem se este aquecimento não for corretamente aplicado, além do fato de que a dilatação e posterior contração pelo resfriamento da placa pós corte, influi negativamente para a variação de alguns centésimos de milímetros nas dimensões finais da placa. Contudo, na imensa maioria dos casos, essas variações são insignificantes.
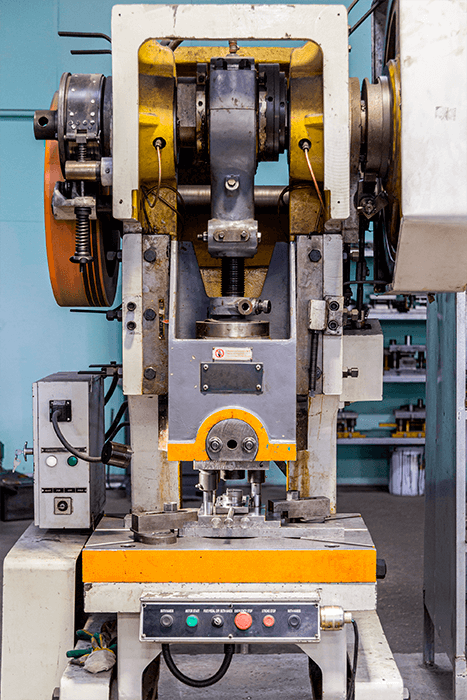
Um processo pouco utilizado atualmente devido aos altos custos de suas matrizes, é o corte estampado. Somente lotes de altíssima quantidade ou características técnicas muito específicas justificam o investimento em ferramentais para o corte estampado. Além desse investimento, o processo ainda necessita de prensas excêntricas, muitas vezes de alta capacidade, para a execução do corte. Assim, o corte estampado garante uma excelente repetibilidade das dimensões, porém, sempre causa algum stress no laminado devido ao impacto do ferramental no momento do corte.
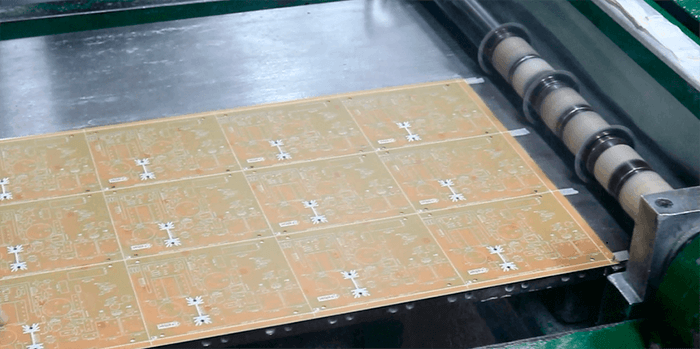
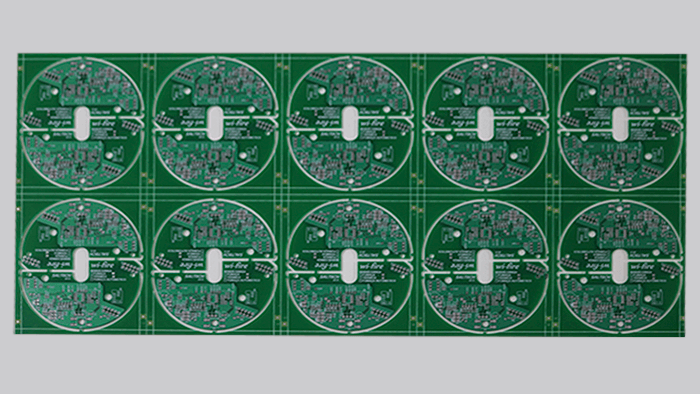
O corte executado em vincadeiras tem sido amplamente utilizado, pois ele traz algumas grandes vantagens. A maior delas é que este processo permite a panelização, tão importante para se atingir ótima produtividade através da automatização da montagem que, após concluída, permite a despanelização de forma prática e rápida.
Para se garantir a eficiência desse processo, é muito importante que a profundidade do vinco seja executada com perfeição. A “alma”, que é a espessura remanescente de laminado após a execução do vinco, deve ser calculada levando-se em consideração alguns fatores, como o tipo de laminado e sua respectiva espessura. O tamanho da placa também pode exigir alma mais resistente, para que se tenha a segurança de que o painel não será fracionado em pleno processo de montagem, e também não tão resistente a ponto de dificultar a despanelização.
Outras vantagens do corte em vincadeiras são a boa repetibilidade e alta produtividade, pois uma vez posicionados e fixados todos os discos de corte, o processo ocorre em alta velocidade. Isso ocorre graças ao excelente corte dos discos, que são de carboneto de tungstênio, um metal duro de excelentes propriedades para corte.
Por fim, é possível obter excelentes resultados dimensionais nas vincadeiras CNC, que garantem ainda mais precisão nesse processo. Contudo, para se obter cortes internos, cortes em L, em U, ou detalhes de corte específicos, é necessária a utilização das fresadoras CNC ou Routers. Elas apresentam menor produtividade, mas com precisão impecável e acabamento muito mais liso e visualmente perfeito. Neste caso as roteadoras CNC são a melhor opção. Porém, devido ao seu custo operacional mais elevado, ela acaba sendo mais utilizada apenas quando os demais processos não conseguem atender as características ou precisão dimensional desejada.
É muito comum também que seja necessária a combinação de dois desses processos para uma mesma placa. Por exemplo, uma placa com cortes internos que precisa ser montada em painéis, precisará ser fresada em CNC para se efetuar esses cortes internos e então, vincada para poder ser montada em painéis.
Na TEC-CI Circuitos Impressos, oferecemos todas essas opções de corte, e sempre indicamos aquela que apresentará a melhor relação de custo benefício, de acordo com as características de suas placas de circuito impresso!
